











BAMBU LAB - X2D COMBO AVEC AMS 2 PRO - IMPRIMANTE 3D FDM
- Double extrusion
- Éclairage LED optimisé
Bambu Lab - X2D Combo avec AMS 2 Pro - Imprimante 3D FDM
La Bambu Lab X2D Combo est une imprimante 3D nouvelle génération, conçue pour simplifier au maximum les impressions complexes grâce à sa double extrusion native : vous utilisez une buse pour votre pièce et l’autre pour des supports solubles ou d’interface, garantissant ainsi des surfaces propres sans post-traitement.
Elle intègre une chambre activement chauffée jusqu’à 65°C, idéale pour l’impression de matériaux techniques comme l’ABS, le PC ou le nylon, tout en réduisant considérablement le warping.
Entièrement automatisée, la X2D Combo effectue ses calibrations avant chaque impression et s’appuie sur plus de 31 capteurs pour surveiller en continu le processus, avec arrêt automatique en cas d’anomalie pour une sécurité maximale.
Côté performance, elle se distingue par sa rapidité et son fonctionnement silencieux (moins de 50 dB) grâce à son moteur PMSM, avec la possibilité d’atteindre une précision très fine via l’encodeur vision en option.
Enfin, son système de filtration triple (G3, HEPA H12 et charbon actif) permet une utilisation confortable et sécurisée en intérieur.
Disponible au Maroc chez TAGin3D, votre revendeur officiel Bambu Lab, spécialiste de l’impression 3D et des solutions professionnelles. Profitez d’un accompagnement local, de conseils d’experts et d’un service après-vente dédié au Maroc.


Appuyez. Changez. Terminé.
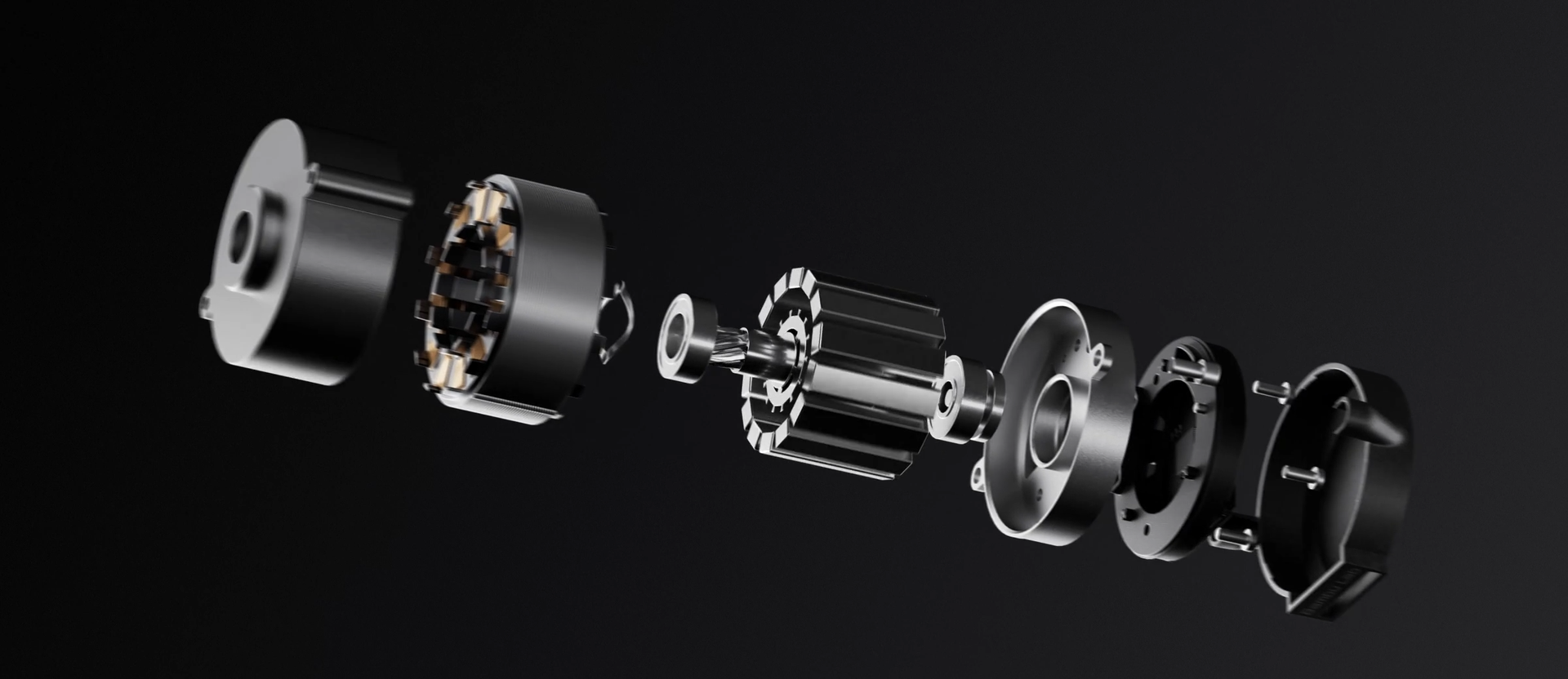
Contrairement aux systèmes traditionnels à moteur, le X2D intègre un mécanisme à engrenage et déclencheur dans la tête d'outil. Le levier de changement de buse actionne le bras de déclenchement, entraînant un train d'engrenages interne pour changer de buse. Pas de poids supplémentaire. Juste un changement impeccable.
Assez chaud ne suffit pas. Un chauffage uniforme est essentiel.
Le filament rétrécit après extrusion : si la chaleur n'est pas uniforme, il se déforme. Le X2D associe une buse à 300 °C à une chambre chauffée activement à 65 °C pour résoudre ce problème. Cette température est suffisante pour la majorité des filaments techniques comme l'ABS, l'ASA et le nylon. Mais la température seule n'est pas le point clé : la chambre active répartit la chaleur uniformément, afin que les couches adhèrent fortement d'un bord à l'autre. Vos grandes impressions techniques sortent solides et planes.
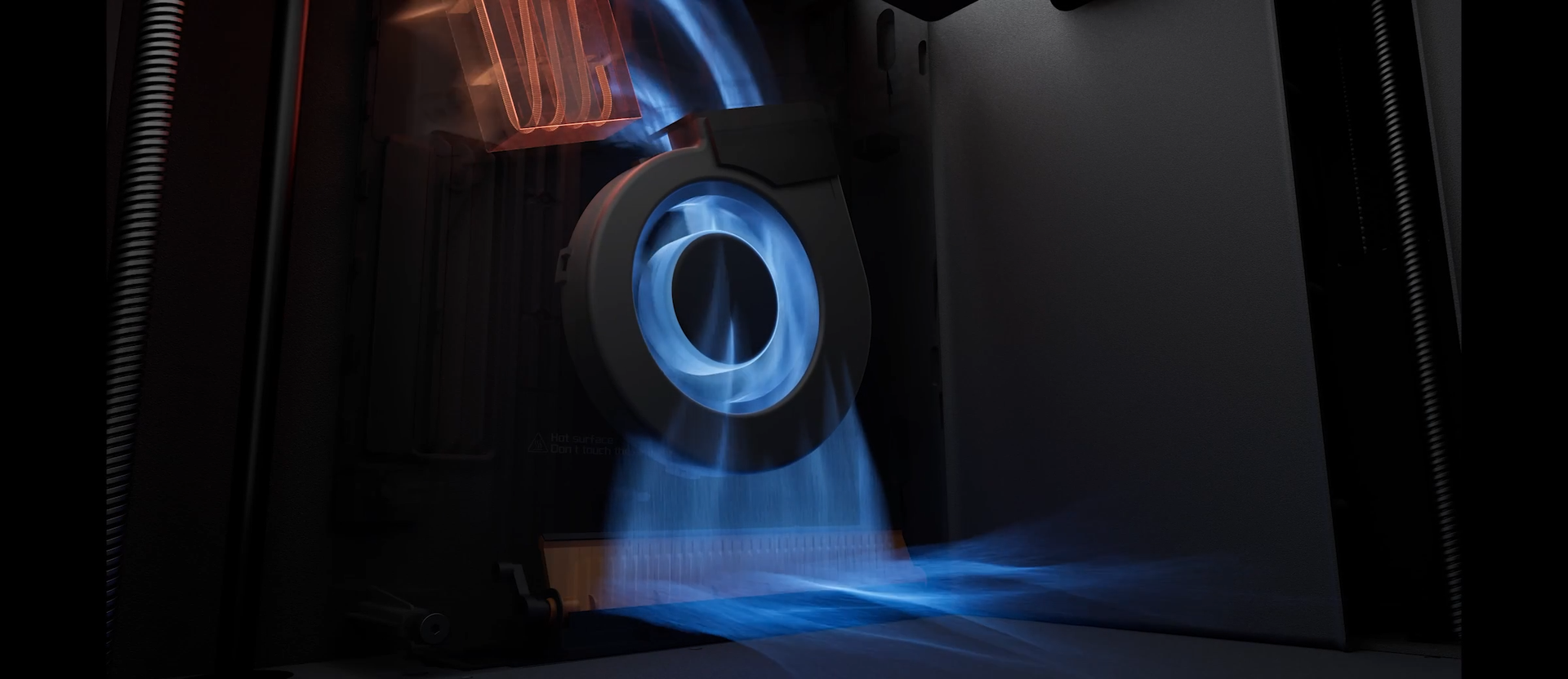
Refroidissez. Avant que la gravité ne fasse fléchir.
Deux entrées d'air valent toujours mieux qu'une. Le filament fraîchement extrudé est mou, mais le X2D rince instantanément la chambre avec de l'air frais provenant des doubles entrées gauche et droite. Cet échange d'air constant stabilise chaque couche pour les filaments basse température comme le PLA, en refroidissant chaque ligne exactement au bon moment. Ainsi, même sur des angles complexes, les surplombs restent nets et les ponts restent impeccables.
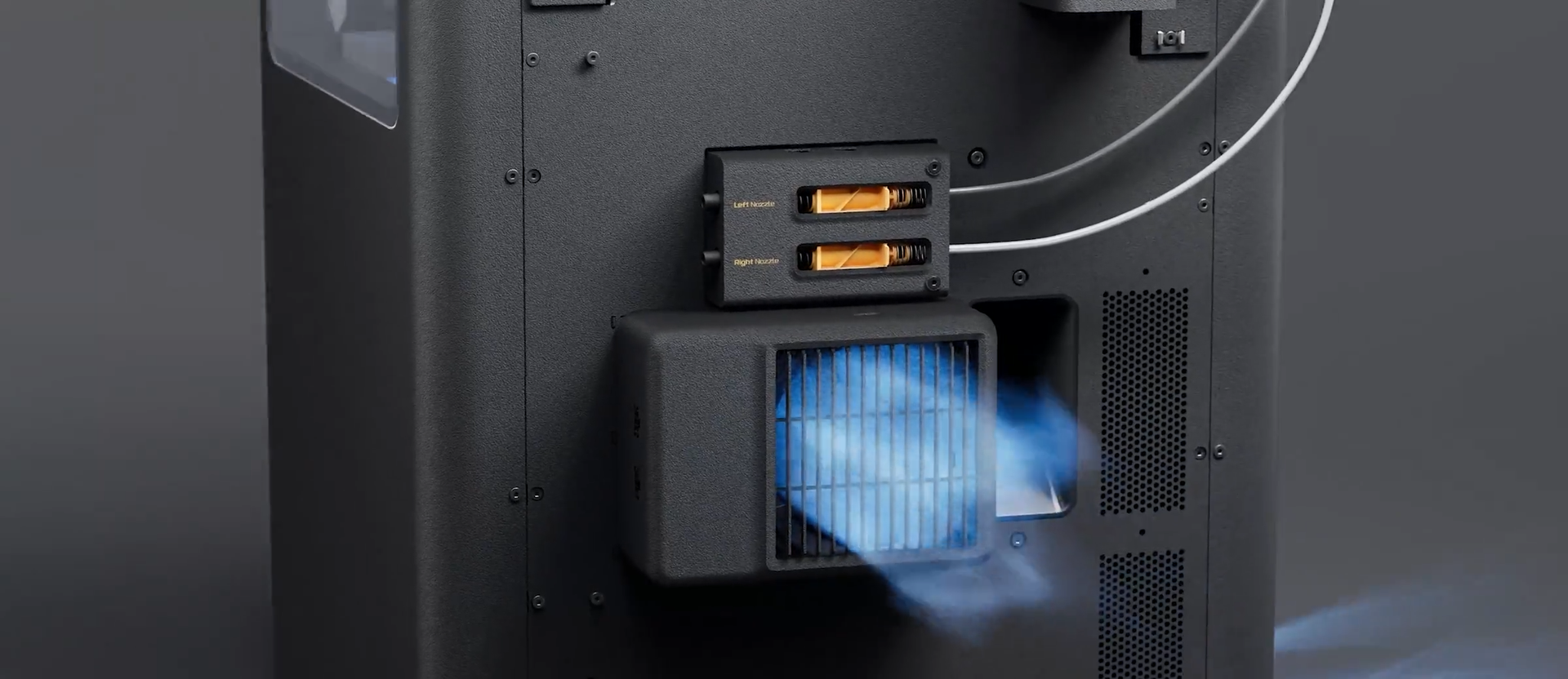
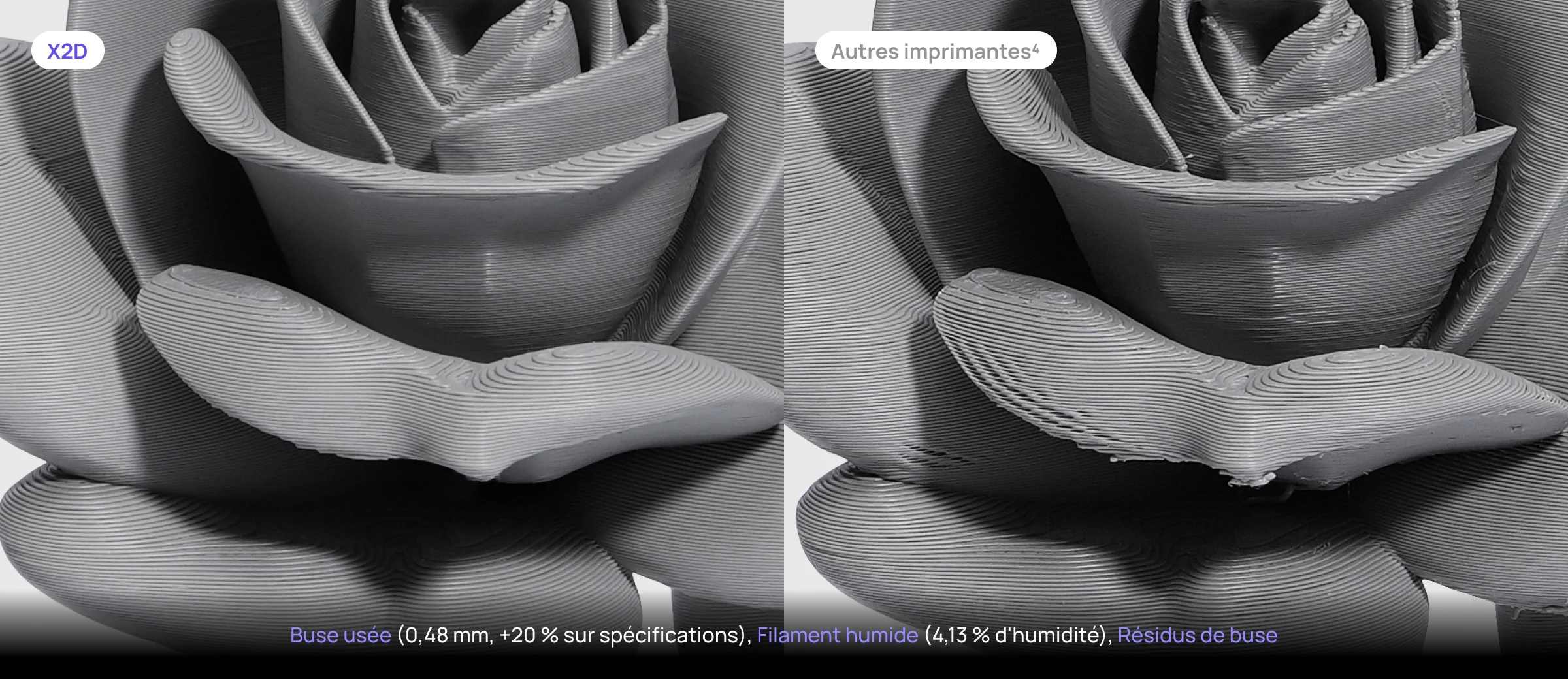
L'étalonnage s'adapte à l'usure et aux changements de matériaux
La plupart des imprimantes calibrent le débit avec un unique facteur K et l'utilisent dans tous les scénarios. Bambu Lab ne fait pas de même. La Calibration de la Dynamique du Débit³ construit un modèle variable, non linéaire sur l'ensemble de votre système d'extrusion. Que ce soit un léger usure interne de la buse, un débit de filament variable ou un filament légèrement humide, le système calibre et compense en temps réel. Les surfaces nettes et les bords nets ne dépendent plus du hasard : ils se reproduisent.
Système servo PMSM : Des surfaces plus lisses commencent dès l'extrudeur
Les engrenages d'extrudeur grignotent le filament lors de son alimentation, générant de petites fluctuations de pression qui apparaissent sous forme de fines lignes sur la surface. Grâce à l'exclusivité Bambu Lab, le système de contrôle servo PMSM⁵ gère ces phénomènes en temps réel. Avec une résistance et un positionnement échantillonnés à 20 kHz, il ajuste le couple électromagnétique sur mesure, lissant chaque micro-fluctuation avant qu'elle n'atteigne la surface.
Qualité de surface lisse
La pression d'extrusion reste précisément contrôlée, donc le débit est stable et la finition de surface reste constante et uniforme, impression après impression.
La compensation rend les angles nets et les détails impeccables
Les courroies s'étirent et les bords deviennent flous à haute vitesse. La compensation active des vibrations les corrige en temps réel, afin que les bords restent nets et précis, quelle que soit la vitesse d'impression.
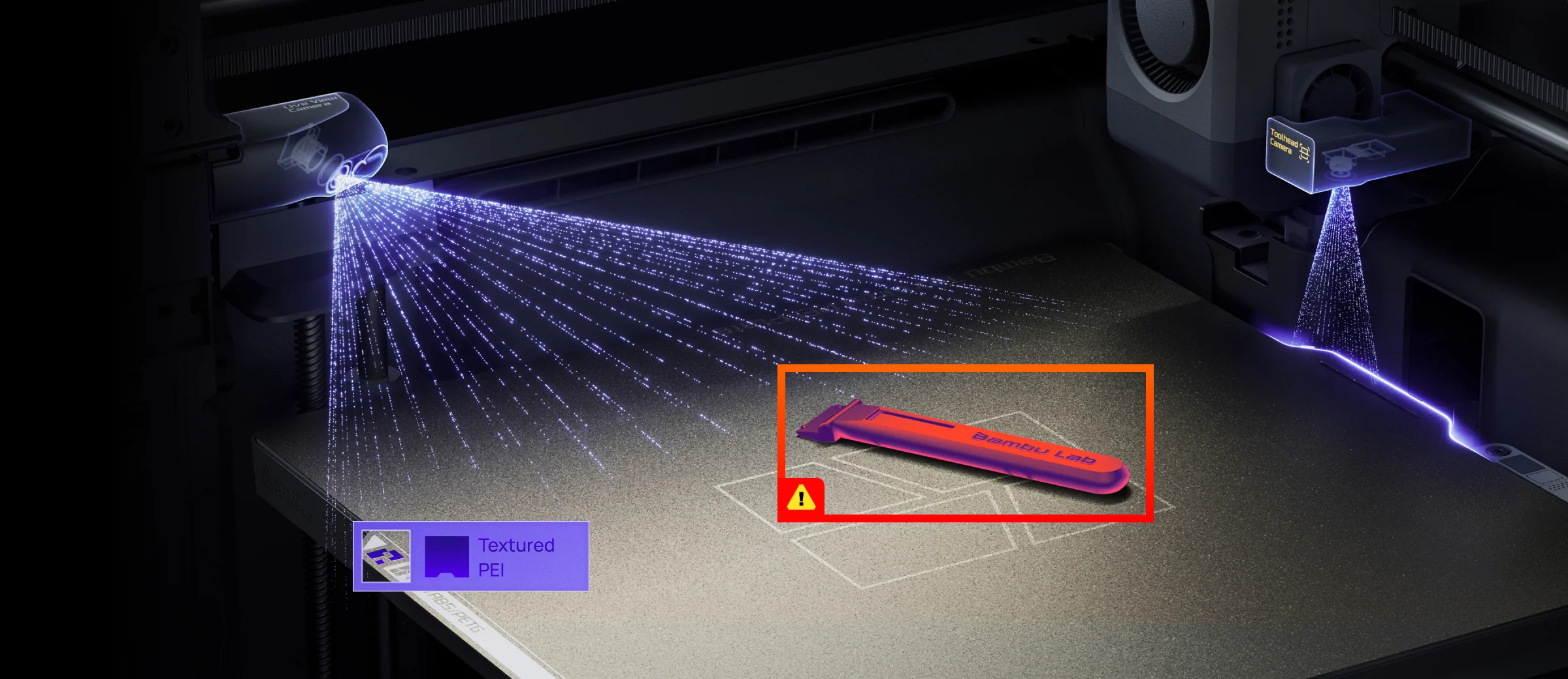
L'œil de la caméra IA veille sur vos impressions
Avant l'impression, la caméra en vue directe IA et la caméra de la tête d'outil balayent la plaque d'impression pour détecter les débris et vérifier le placement des pièces. Pendant l'impression, elles surveillent en temps réel les risques de spaghetti, d'encrassement de la buse et des bouchages de purge, afin de mettre en pause l'impression avant le gaspillage de précieuses heures et de filament.
Capteurs complets pour chaque étape critique
31 capteurs dans l'ensemble du système : ils surveillent le chemin d'alimentation, le processus d'impression, l'environnement thermique et la sécurité de la machine en temps réel. Chaque variable affectant votre impression est mesurée, vérifiée et traitée.

Caractéristiques Techniques
| Technologie d'Impression | Modélisation par Dépôt de Filament Fondu |
| Volume d'Impression (L x P x H) | Impression avec buse principale : 256 x 256 x 260 mm³ Impression avec buse auxiliaire : 235,5 x 256 x 256 mm³ Impression avec double buse : 235,5 x 256 x 256 mm³ Volume total pour les deux buses : 256 x 256 x 260 mm³ |
| Châssis | Plastique et Acier |
| Cadre extérieur | Plastique, Verre et Métal |
| Dimensions Physiques | 392 x 406 x 478 mm³ |
| Poids Net | 16,25 kg |
| Engrenage de l'extrudeur principal | Acier Trempé |
| Moteur de l'extrudeur principal | Moteur Synchrone à Aimants Permanents Haute Précision Bambu Lab |
| Engrenage de l'extracteur auxiliaire | Acier Trempé |
| Moteur de l'extracteur auxiliaire | Moteur pas à pas |
| Buse | Acier Trempé |
| Température Maximale de la Buse | 300 °C |
| Diamètre de Buse Inclus | 0,4 mm |
| Diamètre de Buse Compatible | 0,2 mm, 0,4 mm, 0,6 mm, 0,8 mm |
| Coupe-Filament | Intégré |
| Diamètre du Filament | 1,75 mm |
| Type de Plateau Compatible | Plaque PEI texturée, Plaque PEI lisse, Cool Plate SuperTack, Plaque Engineering |
| Température Maximale du Plateau Chauffant | 120 °C |
| Vitesse Maximale de la Tête d'Outil | 1 000 mm/s |
| Accélération Maximale de la Tête d'Outil | 20 000 mm/s² |
| Débit maximal pour Hotend (Débit standard) | 40 mm³/s (Paramètres de test : modèle rond de 250 mm avec une seule paroi externe ; ABS Bambu Lab ; température d'impression 280 °C) |
| Débit maximal pour Hotend (Débit Élevé Optionnel) | 65 mm³/s (Paramètres de test : modèle rond de 250 mm avec une seule paroi externe ; ABS Bambu Lab ; température d'impression 280 °C) |
| Chauffage Actif de la Chambre | Compatible |
| Température Maximale de la Chambre | 65 °C |
| Classe du Préfiltre | G3 |
| Classe du Filtre HEPA | H12 |
| Type de Filtre à Charbon Actif | Coque de Noix de Coco Granulée |
| Filtration des COV | Compatible |
| Filtration des Particules | Compatible |
| Ventilateur de Refroidissement de la Pièce | Contrôle en Boucle Fermée |
| Ventilateur de Refroidissement pour Hotend | Contrôle en Boucle Fermée |
| Ventilateur de la Carte de Contrôle Principale | Contrôle en Boucle Fermée |
| Ventilateur d'Évacuation de la Chambre | Contrôle en Boucle Fermée |
| Ventilateur de Circulation de Chaleur de la Chambre | Contrôle en Boucle Fermée |
| Ventilateur de Refroidissement Auxiliaire de la Pièce | Contrôle en Boucle Fermée |
| Filament Compatible (Hotend principal) | PLA, PETG, ABS, ASA, TPU, Support pour PLA, Support pour PLA/PETG, Support pour ABS, Support pour PA/PET, PET, PA, PC, PVA ; PLA, PETG, ABS, ASA, PA6, PAHT, PPA, PET renforcés en fibre de carbone/verre |
| Filament Compatible (Hotend auxiliaire) | PLA (hors PLA Aero), PETG, ABS, ASA, TPU pour AMS, Support pour PLA, Support pour PLA/PETG, Support pour ABS, Support pour PA/PET, PET, PA, PC, PVA ; PLA, PETG, ABS, ASA, PA6, PAHT, PET renforcés en fibre de carbone/verre |
| Filament Compatible (Hotend auxiliaire - avec prudence) | PLA Silk, PETG-CF, ASA-CF, PA6-CF, TPU pour AMS, Support pour PA/PET |
| Caméra en Vue Directe | Intégrée ; 1920 x 1080 |
| Caméra de la Tête d'Outil | Intégré ; 1600 x 1200 |
| Capteur de porte | Compatible |
| Capteur de Fin de Filament | Compatible |
| Capteur d'Enchevêtrement du Filament | Compatible |
| Odométrie du Filament | Compatible avec l'AMS |
| Récupération après Coupure de Courant | Compatible |
| Tension | Version haute tension : 200-240 VAC, 50/60 Hz Version basse tension : 100-120 VAC, 50/60 Hz |
| Puissance maximale³ | Version haute tension : 1 600 W @ 220 V Version basse tension : 1 100 W @ 110 V |
| Alimentation en régime permanent | Version haute tension : PLA (25 °C) : 250 W @ 220 V | PC (25 °C) : 550 W @ 220 V Version basse tension : PLA (25 °C) : 250 W @ 110 V | PC (25 °C) : 550 W @ 110 V |
| Température de Fonctionnement | 10 °C - 30 °C |
| Écran tactile | Écran tactile 5 pouces 1280 x 720 |
| Stockage | EMMC intégré de 8 Go et port USB |
| Interface de contrôle | Écran tactile, application mobile, application PC |
| Contrôleur de Mouvement | Cortex-M4 double cœur et Cortex-M7 monocœur |
| Processeur d'application | Quad-core ARM avec NPU dédié |
| Trancheuse | Bambu Studio Prend en charge des logiciels de découpe tiers qui exportent un G-code standard, tels que Super Slicer, PrusaSlicer et Cura, mais certaines fonctionnalités avancées peuvent ne pas être supportées. |
| Système d'exploitation pris en charge | MacOS, Windows, Linux |
| Ethernet | Indisponible |
| Réseau sans fil | Wi-Fi Double bande |
| Interrupteur de coupure réseau | Indisponible |
| Module réseau amovible | Indisponible |
| Contrôle d'accès réseau 802.1X | Indisponible |
| Fréquence de fonctionnement | 2412 - 2472 MHz, 5150 - 5850 MHz (FCC/CE) 2400 - 2483,5 MHz, 5150 - 5850 MHz (SRRC) |
| Puissance de l'émetteur Wi-Fi (EIRP) | 2,4 GHz : <23 dBm (FCC) ; <20 dBm (CE/SRRC/MIC) Bande 5 GHz 1/2 : <23 dBm (FCC/CE/SRRC/MIC) Bande 5 GHz 3 : <30 dBm (CE) ; <24 dBm (FCC) Bande 5 GHz 4 : <23 dBm (FCC/SRRC) ; <14 dBm (CE) |
| Protocole Wi-Fi | IEEE 802.11 a/b/g/n |

