





FILAMENT BAMBU LAB PLA SILK MULTI COLOR 1KG - 1.75 MM
- Idéal pour les maquettes décoratives
- Bicolor
- Facile à utiliser
- Compatible AMS
PRIX TTC
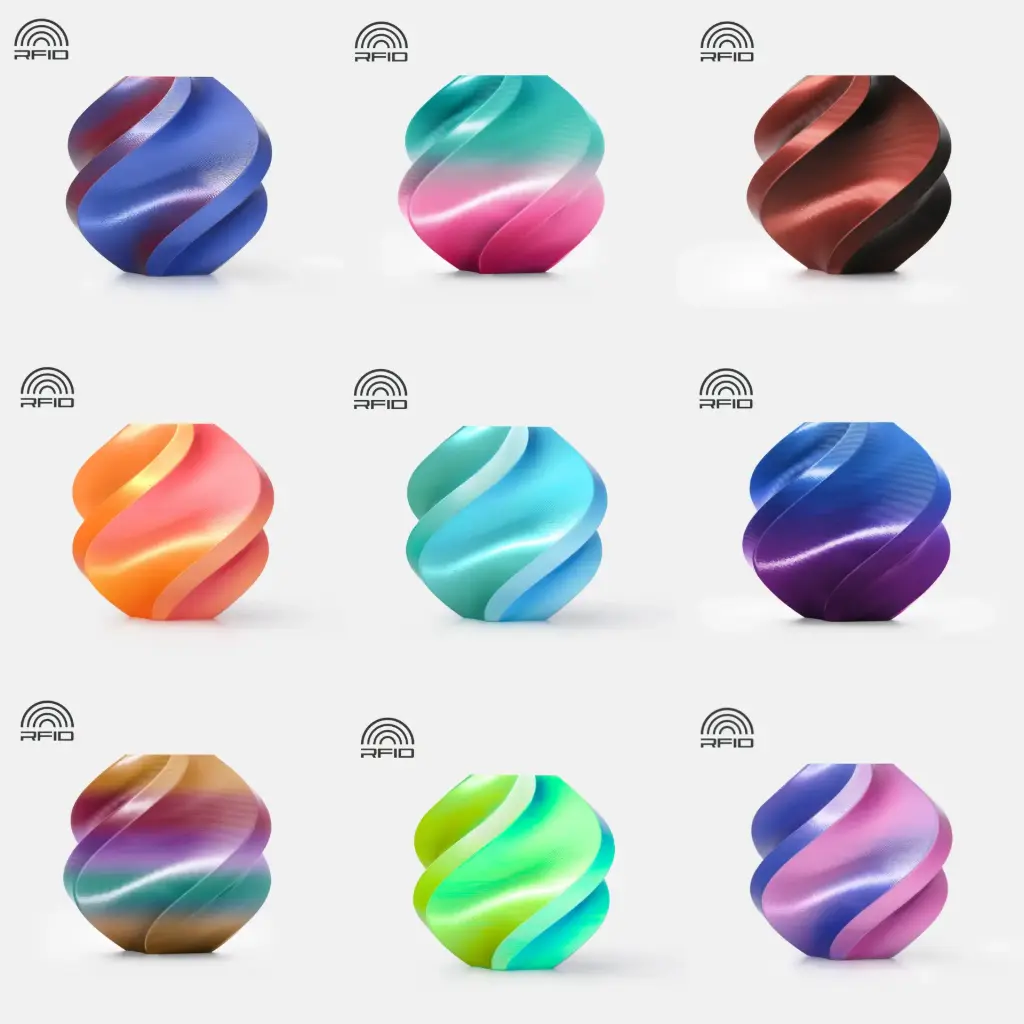
| Color | Blue Hawaii, Velvet Éclipse, Aura Purple, Dawn Radiance, South Beach, Néon City, Midnight Blaze, Gilded Rose |
| Diameter | 1.75 mm |
| Format | 1kg |
| Brand | BAMBU LAB |
FILAMENT BAMBU LAB PLA SILK DUAL COLOR - 1.75 mm - 1KG
PLA Silk Dual Color est fabriqué en mélangeant deux tons de soie éclatants dans un seul brin de filament. La couleur de vos impressions peut être modifiée si vous faites pivoter le filament dans différentes orientations. PLA Silk Gradient comprend 2 à 4 transitions de couleurs fluides et douces par bobine, créant des effets élégants et multi-tons dans une seule impression. Les deux variantes offrent une texture soyeuse et une finition brillante, parfaites pour rendre vos modèles frappants visuellement et professionnels.
Découvrez des effets bicolores époustouflants avec Bambu PLA Silk Dual Color. Chaque filament combine deux teintes distinctes, fusionnées de manière fluide en un seul brin. Lorsque vous faites pivoter l'objet imprimé, les changements de perspectives de couleurs révèlent des motifs vibrants qui changent constamment. Idéal pour les maquettes décoratives, les figurines et les pièces d'exposition.





Paramètres d'impression recommandés
| Étuvage avant impression | 8h à 55°C |
| Conditions de stockage et d'utilisation | <20 % RH |
| Température d'extrusion | 210-240°C |
| Température plateau | 35-45°C |
| Vitesse d'impression | <250 mm/s |
Propriétés physiques
| Densité | 1,24 g/cm³ |
| Point de ramollissement Vicat | 56°C |
| Température de fléchissement sous charge | 50°C |
| Température de fusion | 152°C |
| Indice de fluidité | 20,5 ± 1,2 g/10 min |
Propriétés mécaniques
| Résistance à la traction | 27 ± 2 MPa |
| Élongation à la rupture | 3,5 ± 0,6 % |
| Module de flexion | 2370 ± 150 MPa |
| Résistance à la flexion | 66 ± 4 MPa |
| Résistance aux impacts | 24,5 ± 1,7 kJ/m² |
- Remarque : Il est fortement recommandé de réduire la vitesse de la paroi extérieure à 40 mm/s afin d’optimiser les résultats d’impression.

